


Our Specialties
-
Energy Services

-
Nuclear Solutions

-
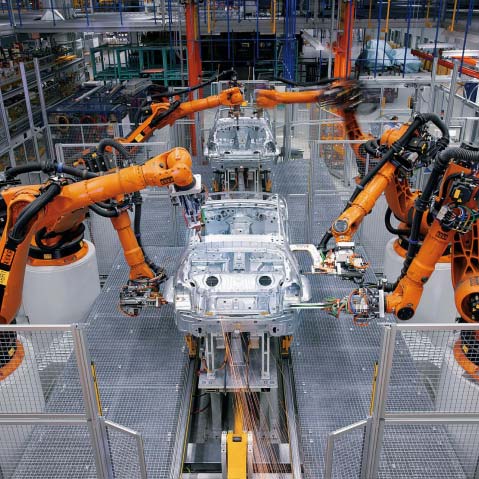
Motion Control
Featured Product
-
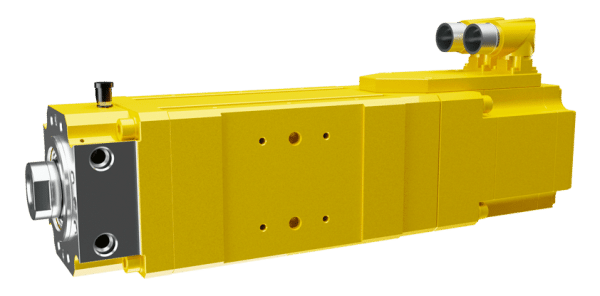
DA 99
Heavy-duty servo actuator for spot welding and other industrial applicationsThe DA 99 series Roller Screw Servo Actuator is a time-proven solution for welding guns. The powerful 10-pole synchronous motor and in-house designs provide high performance and protection against water and welding sludge.
Join Our Team
-
FIELD SERVICES

-
QUALITY & HSE

-
ENGINEERING
-
CORPORATE BUSINESS

-
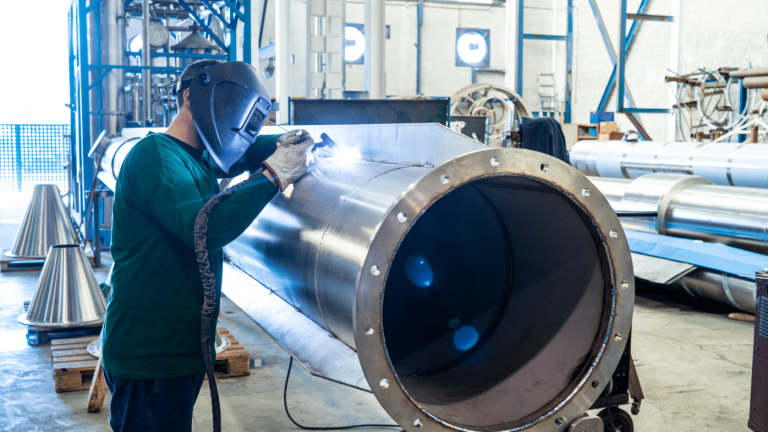
MANUFACTURING & PRODUCTION

-
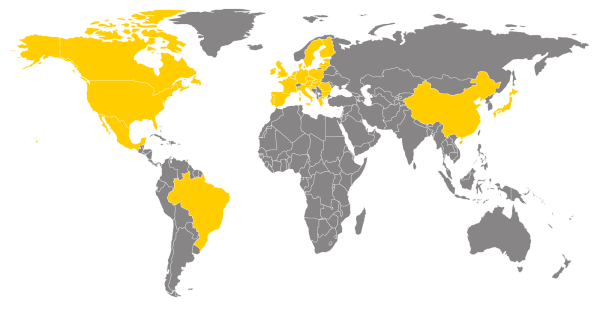
Principle Markets
Established
1990
Quality Management System
ISO 9001:2015
Let's Work Together
-

